 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
Langanvetomuotin reikärakenteen esittely
Langanvetomuotin reikärakenteen esittely
Johdon vetomuotin reikärakenteen esittely
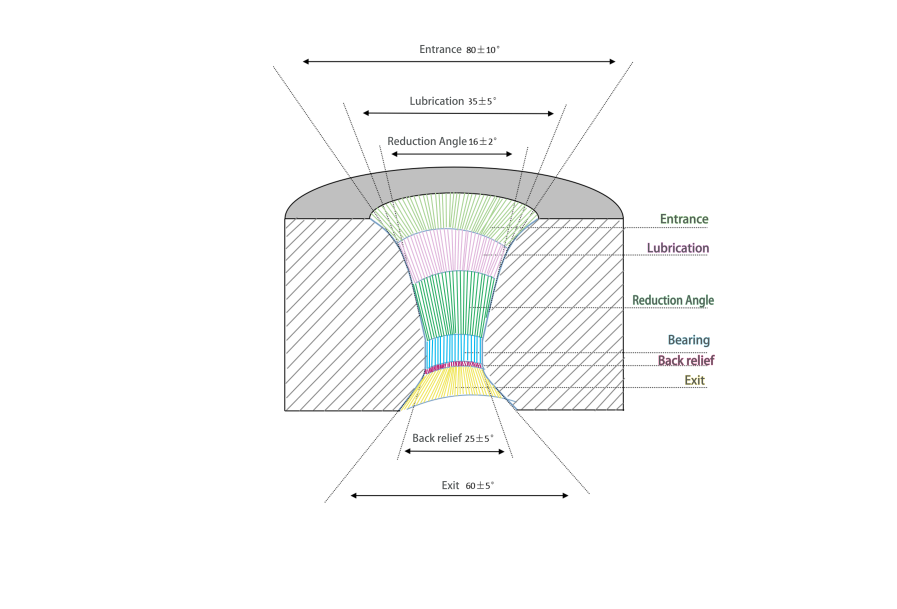
Voiteluvyöhyke: Se on tarkoitettu voiteluaineiden varastointiin ja vetomateriaalien voiteluvoiteluun, joka edistää tasaista vetoa.
0243368} Pienennysvyöhyke: Se on muovinen muodonmuutosvyöhyke metallin piirtämiseen, jonka avainmitta on pituus ja kulma. Pienempi pituus saa vedetyn metallin aiheuttamaan enemmän painetta vähennysalueelle. Tämä lisää merkittävästi vetojännitystä ja nopeuttaa muottien kulumista, mikä vaikuttaa vetovaikutukseen. Pienennysvyöhykkeen pituus vaihtelee eri vetomateriaalin, halkaisijan ja voitelun suhteen. Valintaperiaate on: 1) pituuden tulee olla lyhyempi vedettäessä pehmeää metallilankaa verrattuna kovametallilangan vetämiseen; 2) pituuden tulisi olla lyhyempi halkaisijaltaan pienen langan vedossa verrattuna suuren halkaisijan langan vetämiseen; 3) Pituuden tulisi olla lyhyempi märkävedossa verrattuna kuivavetoalueen pienennyskulmaan: suurempi kulma lisää vetomateriaalin vetolujuutta ja kovuutta samalla, kun se vähentää taivutusta ja vääntöä. Pienennysvyöhykekulman tulee olla pienempi terästä vedettäessä, kun taas ei-rautametallin ja kovametallin vetossa suurempi.
0243368} Laakerin pituus: Piirustusmateriaali saa lopullisen kokonsa laakerin pituuden, laakerin eri kovuusosien, piirustuksen ja voitelupituuksien kautta materiaalia. Jos laakerin pituus on liian pitkä, se lisää kitkaa, mikä nostaa muotin lämpötilaa ja vaikuttaa sitten muotin käyttöikään. Se lisää myös vetojännitystä, joka aiheuttaa kutistumisnopeuden ja murtumisnopeuden nousun vedossa sekä jauheen kulutuksessa; jos laakerin pituus on liian lyhyt, laakerin muutokset vaikuttavat valmiiseen kokoon piirustuksessa.
Yleensä 1) laakerin pituus on lyhyempi vedettäessä pehmeää metallimateriaalia verrattuna kovametallimateriaaliin; 2) laakerin pituuden tulisi olla lyhyempi halkaisijaltaan pienen langan vedossa verrattuna suuren halkaisijan langan vetämiseen; 3) laakerin pituuden tulisi olla lyhyempi märkävedossa verrattuna kuivavetoon.
0243368} Selkäkosketus ja uloskäynti: Uloskäynti on viimeinen osa, josta piirustusmateriaali lähtee muotista. Se suojaa laakerin pituutta halkeilulta. Uloskäynti ei saa olla liian lyhyt, muuten ulostulo rikkoutuu helposti; Takaosan kevennys tarkoittaa, että metallin vetäminen ei naarmuta ulostuloa ja vaikuta langan laatuun; meistien säädön aikana ulostuloa ja laakerointia yhdistävä terävä osa on hiottava kaareksi, jotta lanka ei naarmuuntuisi kulkiessaan meistien läpi.
Edellinen : Langanvetomuotin päätehtävä metallinkäsittelyssä

Wire China 2024
Osallistumme Wire China 2024 -tapahtumaan Shanghaissa.
Lue lisääSOLID STRANDING DIESin rooli ja käyttö teollisessa tuotannossa
SOLID STRANDING DIES eli kiinteät nauhasuulakkeet ovat korvaamattomia ja tärkeitä työkaluja lankojen ja kaapelien tuotantoteollisuudessa. Nyt esittelen SOLID STRANDING DIESin roolia ja sen käyttöä teollisessa tuotannossa.
Lue lisääTietoja parranajo kuorinta kuolee
Tietoja parranajon kuorintamuovien sovelluksesta
Lue lisää